Top 10 Best Machinery Belts for Your Industrial Needs?
In the industrial landscape, the importance of reliable Machinery Belts cannot be overstated. These components are essential in ensuring smooth operations across various machinery. Whether in manufacturing or logistics, the right belt makes a significant difference in performance and efficiency.
When selecting a Machinery Belt, several factors play a critical role. Durability, material quality, and compatibility with specific equipment are just a few aspects to consider. Different industries may require unique solutions, and choosing the wrong belt could lead to operational challenges. It's imperative to weigh options carefully and seek expert advice when needed.
Machinery Belts often undergo wear and tear. Regular maintenance and timely replacements are crucial for sustaining productivity. By understanding the types available and their specific applications, industries can make informed decisions that enhance efficiency while minimizing downtime. Exploring the best options available will ensure your operations run smoothly and effectively.

Top 10 Machinery Belts: Understanding Types and Applications in Industry
In industrial settings, choosing the right machinery belts is crucial for efficiency and productivity. Different types of belts, such as conveyor belts and V-belts, serve varying purposes. According to the Conveyor Equipment Manufacturers Association, the conveyor belt market is projected to reach $7.3 billion by 2027. This growth highlights the increasing reliance on these systems in manufacturing.
Understanding the specific applications of each belt type can lead to better operational outcomes. For instance, flat belts are often used for horizontal or inclined conveyor systems. Meanwhile, synchronous belts provide precise movement for machinery like automated assembly lines. Selecting the wrong type can cause breakdowns, increasing maintenance costs.
**Tip:** Regularly inspect your belts for wear and tear. Early detection can save your operation from costly delays. Ensure proper alignment and tension to enhance performance.
**Tip:** Gather data on your belt's usage patterns. This can help you identify when to replace or upgrade equipment, improving overall efficiency. The right machinery belt not only enhances productivity but also reduces downtime. It's essential to be proactive rather than reactive in maintenance decisions.
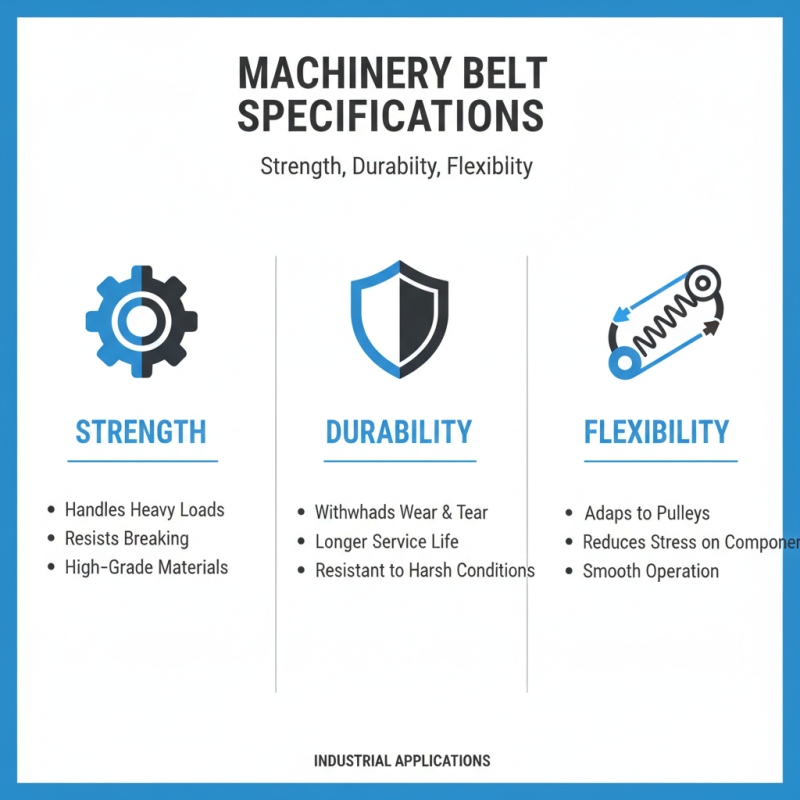
Key Specifications of Machinery Belts: Strength, Durability, and Flexibility
When selecting machinery belts for industrial purposes, three key specifications stand out: strength, durability, and flexibility. Strength refers to the belt's ability to handle heavy loads. A robust belt can withstand various forces without breaking. This is crucial in high-stress environments where equipment operates continuously. Consider the materials used in the belt's construction. Higher-grade materials tend to provide greater strength.
Durability is another essential factor. A durable belt features resistance to wear and tear from constant use. Often, the wear patterns on a belt can indicate its lifespan. Regular inspections can help identify potential issues before they lead to failure. Many industries face challenges due to premature belt wear, partly because of inadequate maintenance practices.
Flexibility plays a vital role in a belt's performance as well. A flexible belt can bend around pulleys without cracking. This flexibility is critical in applications that require smooth operation. However, it is important to assess the balance between flexibility and strength. A belt that is too flexible may not support heavy loads effectively. It is crucial to weigh these factors carefully when choosing the right belt for specific applications.
Industry Standards and Certifications for Quality Machinery Belts
When evaluating machinery belts for industrial applications, industry standards and certifications play a pivotal role. These benchmarks ensure that belts meet performance and safety requirements. Recognized standards such as ISO or ANSI influence design and manufacturing processes. Compliance with these standards assures users of a belt's quality and reliability, creating a solid foundation for operational efficiency.
Moreover, certifications from independent testing organizations add another layer of trust. These entities verify the material, strength, and performance of machinery belts. A certified belt not only enhances productivity but also minimizes risks in high-stress environments. However, obtaining these certifications can be a complex process. Some manufacturers might overlook these essential steps, risking quality control and safety.
It's crucial for buyers to prioritize certified products. This diligence protects investments and enhances machinery lifespan. Industrial needs vary widely, making it vital to choose belts that serve specific functions. A personalized approach can help in matching those needs effectively. Always seek guidance from experts when making these selections to navigate potential pitfalls.
Comparative Analysis: Materials Used in Machinery Belts and Their Benefits
When choosing machinery belts, the materials used play a crucial role in performance. Rubber is a popular choice due to its elasticity and durability. It can handle vibrations and offers excellent grip. However, rubber may not withstand extreme temperatures well. This limitation can lead to premature wear and tear.
Polyester is another material worth considering. It’s known for its strength and resistance to abrasion. This makes polyester belts ideal for heavy-duty applications. Yet, they may lack flexibility compared to rubber alternatives. Engineers often find themselves weighing these trade-offs when selecting the right belt.
Metal belts are gaining popularity for specific industrial applications. They offer incredible strength and can operate at high temperatures. Despite this, metal belts can be heavy and cumbersome, leading to increased energy costs. Balancing weight and efficiency becomes a significant challenge for manufacturers. Making the right choice requires thorough analysis and understanding of machine requirements. Each material presents unique advantages and drawbacks in real-world settings.
Top 10 Best Machinery Belts for Your Industrial Needs
Cost-Benefit Assessment of Investing in High-Quality Machinery Belts
Investing in high-quality machinery belts can significantly impact your operations. These belts play a crucial role in transferring power and motion in various industrial applications. When considering costs, it’s essential to focus on the long-term benefits of durability and performance. High-quality belts typically reduce downtime and maintenance. This can save your business money in the long run.
However, the initial costs are higher than cheaper alternatives. Companies often hesitate to choose premium products. They might find it hard to justify the expense. This is where a cost-benefit assessment becomes vital. Analyzing the potential for fewer breakdowns and repairs is key. Consider the productivity lost due to equipment failure.
High-quality belts also offer better efficiency. This leads to lower energy consumption. Consequently, the return on investment becomes more apparent over time. You might question the upfront costs, but the savings they bring can outweigh initial hesitations. Investing wisely now can lead to fewer headaches later on. Balancing quality and cost is essential for sustainable operations.
Top 10 Best Machinery Belts for Your Industrial Needs
| Belt Type |
Material |
Length (m) |
Width (mm) |
Max Load (kg) |
Cost ($) |
Durability (years) |
| V-Belt |
Rubber |
2.5 |
15 |
750 |
35 |
3 |
| Flat Belt |
Polyester |
3.0 |
25 |
500 |
25 |
4 |
| Timing Belt |
Nylon |
1.2 |
10 |
300 |
20 |
5 |
| Chevron Belt |
EPDM |
4.0 |
20 |
600 |
30 |
4 |
| Round Belt |
Rubber |
1.5 |
15 |
400 |
18 |
3 |
| Modular Belt |
Plastic |
3.2 |
30 |
800 |
50 |
7 |
| Wire Mesh Belt |
Steel |
2.0 |
40 |
1000 |
80 |
10 |
| Conveyor Belt |
PVC |
5.0 |
50 |
1200 |
40 |
6 |
| Incline Belt |
Polyurethane |
4.5 |
25 |
700 |
45 |
5 |